*tulisan ini diambil dari buku “Manufacturing Processes” by B.H Amstead, Phillip F. Ostwald, Myron L. Begeman
Besi dan baja merupakan logam yang banyak digunakan dalam teknik; dan meliputi 95% dari seluruh produksi logam dunia. untuk penggunaan tertentu, besi dan baja merupakan satu-satunya logam yang memenuhi persyaratan teknis maupun ekonomis, namun di beberapa bidang lainnya logam ini mulai mendapat persaingan dari logam bukan besi dan bahan bukan logam. diperkirakan bahwa besi telah dikenal manusia disekitar tahun 1200 SM.
Proses pembuatan baja diperkenalkan oleh Sir Henry Bessemer dari Inggris sekitar tahun 1800, sedang William Kelly dari Amerika pada waktu yang hampir bersamaan berhasil membuat besi malleable. hal ini menyebabkan timbulnay persengketaan mengenai masalah paten. Dalam sidang-sidang pengasilan terbukti bahwa WIlliam Key lebih dahulu mendapatkan hak paten.
PEMBUATAN BESI KASAR
Bahan utama besi dan paduannya adalah besi kasar, yang dihasilkan dalam tanur tinggi. Bijih besi yang dicampur dengan kokas dan batu gamping (batu kapur) dilebur dalam tanur ini. Komposisi kimia besi yang dihasilkan bergantung pada jenis bijih yang digunakan. Jenis bijih besi yang lazim digunakan adalah hematit, magnetit, siderit dan himosit.
Hematit (Fe2O3) adalah bijih besi yang paling banyak dimanfaatkan karena kadar besinya tinggi, sedangkan kadar kotorannya relatif rendah. Meskipun pirit (FeS2) banyak ditemukan, jenis bijih ini tidak digunakan karena kadar sulfur yang tinggi sehingga diperlukan tahap pemurnian tambahan.
Karena di alam ini besi berbentuk oksida dan karbonat, atau sulfida sehingga hampir semua proses produksinya diawali dengan reduksi dengan gas reduktor H2 atau CO.
1. Proses Reduksi Tidak Langsung (Indirect Reduction)
Pada proses ini menggunakan tungku tanur tinggi (blast furnace) dengan porsi 80% diproduksi dunia.
Besi kasar dihasilkan dalam tanur tinggi. Diameter tanur tinggi sekitar 8m dan tingginya mencapai 60 m. Kapasitas perhari dari tanur tinggi berkisar antara 700 – 1600 Megagram besi kasar. Bahan baku yang terdiri dari campuran bijih, kokas, dan batu kapur, dinaikkan ke puncak tanur dengan pemuat otomatis, kemudian dimasukkan ke dalam hopper. Untuk menghasilkan 100 Megagram besi kasar diperlukan sekitar 2000 Megagram bijih besi, 800 Megagram kokas, 500 Megagram batu kapur dan 4000 Megagram udara panas. Bahan baku tersebut disusun secara berlapis-lapis.
Udara panas dihembuskan melalui tuyer sehingga memungkinkan kokas terbakar secara efektif dan untuk mendorong terbentuknya karbon monoksida (CO) yang bereaksi dengan bijih besi dan kemudian menghasilkan besi dan gas karbon dioksida (CO2). Dengan digunakannya udara panas, dapat dihemat penggunaan kokas sebesar 30% lebih. Udara dipanaskan dalam pemanas mula yang berbentuk menara silindris, sampai sekitar 500*C. Kalor yang diperlukan berasal dari reaksi pembakaran gas karbon monoksida yang keluar dari tanur. Udara panas tersebut memasuki tanur melalui tuyer yang terletak tepat di atas pusat pengumpulan besi cair.
Batu kapur digunakan sebagai fluks yang mengikat kotoran-kotoran yang terdapat dalam bijih-bijih, dan membentuk terak cair. Terak cair ini lebih ringan dari besi cair dna terapung diatasnya dan secara berkala disadap. Besi cair yang telah bebas dari kotoran-kotoran dialirkan kedalam cetakan setiap 5 – 6 jam.
Disamping setiap Megagram besi dihasilkan pula 0,5 Megagram terak dan 6 Megagram gas panas. Terak dapat dimanfaatkan sebagai bahan bangunan (campuran beton) atau sebagai bahan isolasi panas. Gas panas dibersihkan dan digunakan untuk pemanas mula udara, untuk membangkitkan energi atau sebagai media pembakar dapur-dapur lainnya.
Komposisi besi kasar dapat dikendalikan melalui pengaturan kondisi operasi dan pemilihan susunan campuran bahan baku.
2. Proses Reduksi Langsung (Direct Reduction)
Pada proses reduksi langsung bijih besi bereaksi dengan gas atau bahan padat reduksi membentuk sponge iron.*Proses ini diterapkan di PT Krakatau Steel, CIlegon.* Disini bijih besi / pellet direaksikan dengan gas alam dalam dua unit pembuat sponge iron, yang masing-masing berkapasitas 1juta ton pertahun.
*Sponge iron yang dihasilkan PT Krakatau Steel memiliki komposisi kimia :
Fe : 88 – 91 %; C : 1,5 – 2,5%; SiO2 : 1,25 – 3,43%; Al2O3 : 0,61 – 1,63%; CaO : 0,2 – 2,1%; MgO : 0,31 – 1,62%; P : 0,014 – 0,027%; Cu : 0,001 – 0,004 %; Kotoran (oksida lainnya) : 0,1 – 0,5 %
Tingkat metalisasi : 86 – 90 %
Sponge Iron yang berbentuk butiran kemudian diolah lebih lanjut dalam dapur listrik. Disini sponge iron bersama-sama besi tua (scrap), dan paduan ferro dilebur dan diolah menjadi billet baja.
Untuk menghasilkan 63 megagram sponge iron diperlukan sekitar 100 megagram besi pellet. Proses ini sangat efektif untuk mereduksi oksida-oksida dan belerang sehingga dapat dimanfaatkan bijih besi berkadar rendah.
Peleburan Dengan Tanur Induksi
1. Pendahuluan.
Penggunaan tanur induksi di industri pengecoran logam dewasa ini telah semakin berkembang. Hal ini terutama karena tanur induksi menjanjikan beberapa kelebihan antara lain:
- Hasil peleburan bersih.
- Mudah dalam mengatur/mengendalikan temperatur.
- Komposisi cairan homogen.
- Efisiensi penggunaan energi panas tinggi.
- Dapat digunakan untuk melebur berbagai jenis material.
Namun demikian terdapat pula hambatan/kendala yang perlu diperhatikan yaitu:
- Infestasi biaya beban tetap yang cukup besar menuntut loading yang tinggi.
- Biaya operasi yang besar menuntut tingkat kegagalan yang rendah.
- Dibutuhkan operator maupun teknisi berpengalaman dalam mengoperasikannya.
- Tingkat bahaya besar, mengingat tanur ini menggunakan enerji listrik yang sangat besar.
- Biaya perawatan besar.
Dengan demikian walaupun tanur induksi menjanjikan banyak keuntungan namun menuntut perlakuan dan pengoperasian yang BENAR meliputi:
- Keterampilan operator.
- Penggunaan bahan baku dengan spesifikasi jelas.
- Preventive maintenance yang intensiv.
2. Prinsip proses peleburan dengan tanur induksi.
Tanur induksi bekerja dengan prinsip transformator dengan kumparan primer dialiri arus AC dari sumber tenaga dan kumparan sekunder. Kumparan sekunder yang diletakkan didalam medan mahnit kumparan primer akan menghasilkan arus induksi. Berbeda dengan transformator, kumparan sekunder digantikan oleh bahan baku peleburan serta dirancang sedemikian rupa agar arus induksi tersebut berubah menjadi panas yang sanggup mencairkannya.
Sesuai dengan frekuensi kerja yang digunakan, tanur induksi dikatagorikan sebagai tanur induksi frekuensi jala-jala (50 Hz – 60 Hz) dengan kapasitas lebur diatas 1 ton/jam dan tanur induksi frekuensi menengah (150 Hz – 10000 Hz) untuk tanur dengan kapasitas lebur rendah.
Frekuensi jala-jala pada tanur induksi frekuensi menengah diubah terlebih dahulu dengan menggunakan thyristor menjadi freukensi yang lebih tinggi sebelum dialirkan kekumparan primer.
 Skema tanur induksi frekuensi menengah2.
Skema tanur induksi frekuensi menengah2.
Secara umum tanur induksi terdiri dari 2 jenis yaitu:
- Tanur induksi jenis saluran, yang digunakan sebagai holding furnace (hanya berfungsi untuk menahan temperatur cairan agar tidak turun).
- Tanur induksi jenis krus, yang digunakan sebagai tanur peleburan.
 Prinsip pemanasan tanur induksi jenis saluran2.
Prinsip pemanasan tanur induksi jenis saluran2.
Pemanasan hanya dilakukan pada bagian saluran cairan. Bahan cair yang panas akan bergerak keatas, sedangkan bahan cair yang dinggin bergerak kebawah mengisi saluran. Dengan demikian cairan didalam tanur akan mengalami sirkulasi.
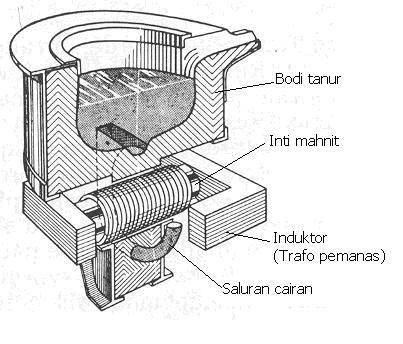 Potongan melintang tanur induksi jenis saluran2.
Potongan melintang tanur induksi jenis saluran2.
 Prinsip pemanasan tanur induksi jenis krus2.
Prinsip pemanasan tanur induksi jenis krus2.
 Potongan melintang tanur induksi jenis krus2.
Potongan melintang tanur induksi jenis krus2.
Tanur induksi jenis krus dikonstruksi sedemikian rupa disesuaikan dengan ukuran dan jenis bahan yang dilebur, sehingga terdapat tanur induksi frekuensi jala-jala, tanur induksi frekuensi menengah dan tanur induksi frekuensi tinggi.
 Daerah kerja frekuensi terhadap kapasitas muat tanur2.
Daerah kerja frekuensi terhadap kapasitas muat tanur2.
Hal penting yang harus diperhatikan dalam memilih frekuensi kerja tanur induksi adalah hubungannya dengan ukuran minimum bahan baku yang dapat ditembus oleh frekuensi tersebut, sebagai berikut:
 dimana:
dimana:
δ = kedalaman penetrasi elektromagnetik [m].
K = Konstanta bahan baku.
f = Frekuensi kerja [Hz].
Ukuran minimum bahan baku yang dapat dilebur tanpa bantuan cairan adalah:
D = 3,5 x δ
Oleh Brown Bovery Co. ditabelkan sebagai berikut.
 Dimensi minimum bahan baku [mm]
Dimensi minimum bahan baku [mm]
Dengan demikian bahan baku peleburan pada tanur induksi dengan frekuensi kerja terpasang yang memiliki dimensi lebih kecil dari harga yang tertulis pada tabel diatas, harus dilebur dengan bantuan sisa cairan didalam tanur.
Pada tanur induksi frekuensi jala-jala (50 Hz), mengingat dimensi bahan baku minimumnya sedemikian besar, maka peleburan pertama selalu dimulai dengan bahan berukuran besar sebagai starting-block serta selalu disisakan sekurang-kurangnya 1/3 cairan didalam tanur untuk membantu proses peleburan berikutnya.
Akibat dari adanya arus induksi yang terus menerus mengalir didalam cairan maka akan terjadi pergerakan cairan yang disebut sebagai stirring. Kualitas dan kuantitas stirring ditentukan oleh tinggi atau rendahnya frekuensi kerja dan jumlah fasa listrik yang digunakan.
 Stirring pada 1 fasa (a) dan 3 fasa (b).
Stirring pada 1 fasa (a) dan 3 fasa (b).
Sedangkan frekuensi kerja yang semakin rendah akan mengakibatkan stirring secara kualitatif menjadi semakin besar namun kuantitatif sedikit sehingga akan muncull sebagai gejolak cairan. Frekuensi kerja yang semakin tinggi akan mengakibatkan stirring yang terjadi kecil namun merata disetiap bagian dari cairan, sehingga cairan akan tampak lebih tenang.
3. Pemuatan bahan peleburan.
Proses peleburan dengan tanur induksi akan semakin efisien bila menggunakan bahan baku yang masif (berukuran besar) dan kompak. Keuntungan yang diperoleh dari bahan masif adalah:
- Bahan yang dilewati oleh medan induksi lebih banyak sehingga menghasilkan enerji panas yang lebih besar.
- Permukaan bahan yang bersentuhan dengan udara sedikit sehingga mengurangi efek oksidasi.
- Bahan homogen dengan komposisi yang serupa sehingga mengurangi faktor kesalahan peramuan.
- Mengurangi kemungkinan bahan asing dan kotoran ikut terbawa pada saat pemuatan sehingga lebih dapat menjamin pencapaian komposisi yang dikehendaki serta mengurangi terak ataupun bahaya-bahaya lain yang ditimbulkannya.
Ketersediaan cairan didalam tanur juga akan dapat meningkatkan kecepatan peleburan. Maka dalam hal pemuatan bahan kedalam tanur indsuksi berlaku urutan sebagai berikut:
Tanur induksi frekuensi jala-jala:
- Sarting blok untuk awal peleburan.
- Sisa cairan, yaitu 1/3 dari kapasitas tanur untuk peleburan lanjutan.
- Besi kasar.
- Bahan daur ulang.
- Besi bekas.
- Baja bekas.
- Carburisher (bersama baja bekas).
- Bahan paduan, dimana padfuan dengan kehilangan terbakar (melting loss) tinggi dimuatkan paling akhir.
Poin 1 merupakan tuntutan wajib bagi tanur induksi frekuensi jaringan, sebab tanpa starting block proses peleburan tidak dapat berlangsung. Sedangkan poin 2 adalah upaya untuk meningkatkan efisiensi enerji peleburan. Poin 3 sampai 8 merupakan urutan prioritas bila bahan-bahan tersebut digunakan.
Tanur induksi frekuensi menengah dan tinggi:
- Sarting blok untuk awal peleburan (bila tersedia).
- Besi kasar.
- Bahan daur ulang.
- Besi bekas.
- Baja bekas.
- Carburisher (bersama baja bekas).
- Bahan paduan, dimana padfuan dengan kehilangan terbakar (melting loss) tinggi dimuatkan paling akhir.
Poin 1 lebih baik dilakukan walaupun tanpa sarting blok proses peleburan dengan tanur induksi frekuensi menengah sampai tinggi tetap dapat dilakukan. Sedangkan poin 2 sampai 7 merupakan urutan prioritas bila bahan-bahan tersebut digunakan.
Rangkuman.
- Tanur induksi digunakan pada proses peleburan besi, baja cor dan sedikit nonferro.
- Enerji peleburan diperoleh dari bahan bakar listrik.
- Tanur induksi terdiri dari dua jenis yaitu jenis saluran (untuk proses penahanan temperatur) dan jenis krus (untuk proses peleburan).
- Ukuran bahan baku sangat ditentukan oleh frekuensi kerja tanur induksi.
- Kualitas peleburan sangat ditentukan oleh lining tanur induksi.
Efisiensi peleburan akan naik bila bahan baku yang digunakan berukuran besar dan masif (kompak).
|
| ||||||||||||||||||||||||||||||||||||||||||||||
| Proses pembuatan baja
art4-p1.gif
flowline2.gif
image002.gif
Steel-Process.jpg
SteelMakingFlowDia.jpg | ||||||||||||||||||||||||||||||||||||||||||||||




Baja adalah logam aloy yang komponen utamanya adalah besi, dengan karbon sebagai material pengaloy utama. Karbon bekerja sebagai agen pengeras, mencegah atom besi, yang secara alami teratu dalam lattice, begereser melalui satu sama lain. Memvariasikan jumlah karbon dan penyebaran alloy dapat mengontrol kualitas baja. Baja dengan peningkatan jumlah karbon dapat memperkeras dan memperkuat besi, tetapi juga lebih rapuh. Definisi klasik, baja adalah besi-karbon aloy dengan kadar karbon sampai 5,1 persen; ironisnya, aloy dengan kadar karbon lebih tinggi dari ini dikenal dengan besi
Sekarang ini ada beberapa kelas baja di mana karbon diganti dengan material aloy lainnya, dan karbon, bila ada, tidak diinginkan. Definisi yang lebih baru, baja adalah aloy berdasar-besi yang dapat dibentuk seccara plastik.
Sifat Baja
Baja Tahan Karat (Stainless Steel)
Sifatnya antara lain:
Memiliki daya tahan yang baik terhadap panas, karat dan goresan/gesekan
Tahan temperature rendah maupun tinggi
Memiliki kekuatan besar dengan massa yang kecil
Keras, liat, densitasnya besar dan permukaannya tahan aus
Tahan terhadap oksidasi
Kuat dan dapat ditempa
Mudah dibersihkan
Mengkilat dan tampak menarik
High Strength Low Alloy Steel (HSLS)
Sifat dari HSLA adalah memiliki tensile strength yang tinggi, anti bocor, tahan terhadap abrasi, mudah dibentuk, tahan terhadap korosi, ulet, sifat mampu mesin yang baik dan sifat mampu las yang tinggi (weldability). Untuk mendapatkan sifat-sifat di atas maka baja ini diproses secara khusus dengan menambahkan unsur-unsur seperti: tembaga (Cu), nikel (Ni), Chromium (Cr), Molybdenum (Mo), Vanadium (Va) dan Columbium.
Klasifikasi Baja
Menurut penggunaannya:
Baja konstruksi (structural steel), mengandung karbon kurang dari 0,7 % C.
Baja perkakas (tool steel), mengandung karbon lebih dari 0,7 % C
Baja dengan sifat fisik dan kimia khusus:
Baja tahan garam (acid-resisting steel)
Baja tahan panas (heat resistant steel)
Baja tanpa sisik (non scaling steel)
Electric steel
Magnetic steel
Non magnetic steel
Baja tahan pakai (wear resisting steel)
Baja tahan karat/korosi
Dengan mengkombinasikan dua klasifikasi baja menurut kegunaan dan komposisi kimia maka diperoleh lima kelompok baja yaitu:
Baja karbon konstruksi (carbon structural steel)
Baja karbon perkakas (carbon tool steel)
Baja paduan konstruksi (Alloyed structural steel)
Baja paduan perkakas (Alloyed tool steel)
Baja konstruksi paduan tinggi (Highly alloy structural steel)
Selain itu baja juga diklasifisikan menurut kualitas:
Baja kualitas biasa
Baja kualitas baik
Baja kualitas tinggi
Pembuatan Baja
Baja diproduksi didalam dapur pengolahan baja dari besi kasar baik padat maupun cair, besi bekas ( Skrap ) dan beberapa paduan logam. Ada beberapa proses pembuatan baja antara lain :
1.proses konvertor
terdiri dari satu tabung yang berbentuk bulat lonjong dengan menghadap kesamping.
Sistem kerja
Dipanaskan dengan kokas sampai ± 1500 0C,Dimiringkan untuk memasukkan bahan baku baja. (± 1/8 dari volume konvertor)
Kembali ditegakkan.Udara dengan tekanan 1,5 – 2 atm dihembuskan dari kompresor.Setelah 20-25 menit konvertor dijungkirkan untuk mengelaurkan hasilnya.
2.proses Bassemer (asam)
lapisan bagian dalam terbuat dari batu tahan api yang mengandung kwarsa asam atau aksid asam (SiO2), Bahan yang diolah besi kasar kelabu cair, CaO tidak ditambahkan sebab dapat bereaksi dengan SiO2, SiO2 + CaO CaSiO3
3.proses Thomas (basa)
Lapisan dinding bagian dalam terbuat dari batu tahan api bisa atau dolomit [ kalsium karbonat dan magnesium (CaCO3 + MgCO3)], besi yang diolah besi kasar putih yang mengandung P antara 1,7 – 2 %, Mn 1 – 2 % dan Si 0,6-0,8 %. Setelah unsur Mn dan Si terbakar, P membentuk oksida phospor (P2O5), untuk mengeluarkan besi cair ditambahkan zat kapur (CaO),3 CaO + P2O5 Ca3(PO4)2 (terak cair)
4.proses Siemens Martin
menggunakan sistem regenerator (± 3000 0C.) fungsi dari regenerator adalah :
memanaskan gas dan udara atau menambah temperatur dapur
sebagai Fundamen/ landasan dapur menghemat pemakaian tempat
Bisa digunakan baik besi kelabu maupun putih, Besi kelabu dinding dalamnya dilapisi batu silika (SiO2),besi putih dilapisi dengan batu dolomit (40 % MgCO3 + 60 % CaCO3)
5.proses Basic Oxygen Furnace
logam cair dimasukkan ke ruang baker (dimiringkan lalu ditegakkan)
Oksigen (± 1000) ditiupkan lewat Oxygen Lance ke ruang bakar dengan kecepatan tinggi. (55 m3 (99,5 %O2) tiap satu ton muatan) dengan tekanan 1400 kN/m2.
ditambahkan bubuk kapur (CaO) untuk menurunkan kadar P dan S.
Keuntungan dari BOF adalah:
-BOF menggunakan O2 murni tanpa Nitrogen
-Proses hanya lebih-kurang 50 menit.Tidak perlu tuyer di bagian bawah
-Phosphor dan Sulfur dapat terusir dulu daripada karbon
-Biaya operasi murah
6.prose's dapur listrik
temperatur tinggi dengan menggunkan busur cahaya electrode dan induksi listrik.
Keuntungan :
-Mudah mencapai temperatur tinggi dalam waktu singkat
-Temperatur dapat diatur
-Efisiensi termis dapur tinggi
-Cairan besi terlindungi dari kotoran dan pengaruh lingkungan sehingga kualitasnya baik
-Kerugian akibat penguapan sangat kecil
7.proses dapur kopel
mengolah besi kasar kelabu dan besi bekas menjadi baja atau besi tuang.
Proses
pemanasan pendahuluan agar bebas dari uap cair. Bahan bakar(arang kayu dan kokas) dinyalakan selama ± 15 jam. kokas dan udara dihembuskan dengan kecepatan rendah hingga kokas mencapai 700 – 800 mm dari dasar tungku. besi kasar dan baja bekas kira-kira 10 – 15 % ton/jam dimasukkan.15 menit baja cair dikeluarkan dari lubang pengeluaran.
8.proses dapur Cawan
Proses kerja dapur cawan dimulai dengan memasukkan baja bekas dan besi kasar dalam cawan,kemudian dapur ditutup rapat.Kemudian dimasukkan gas-gas panas yang memanaskan sekeliling cawan dan muatan dalam cawan akan mencair.Baja cair tersebut siap dituang untuk dijadikan baja-baja istimewa dengan menambahkan unsur-unsur paduan yang diperlukan.

{kind=link}
Pemanggangan bersifat eksoterm sehingga setelah pemanggangan dimulai tidak perlu ditambahkan panas lagi. Untuk memperoleh logam tembaga dilakukan dengan cara reduksi tembaga oksida dengan karbon sebagai reduktor: jasa beli limbah jasa penulis artikel
BalasHapus